




 钣金机柜结构的加工工艺与注意事项
钣金机柜结构的加工工艺与注意事项【一】、钣金机柜结构的加工工艺
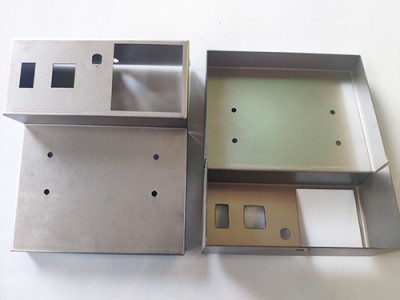
薄板指板厚和其长宽相比小得多的钢板。钣金机柜的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类:(1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3)连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和特点。此外,要注意构件的批量大小。薄板构件之所以被广泛采用是因为薄板有下列优点:
(1)易变形,这样可用简单的加工工艺制造多种形式的构件。(2)薄板构件重量轻。(3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。(4)易于裁剪、焊接,可制造大而复杂的构件。(5)形状规范,便于自动加工。
【二】、激光切割钣金件的注意事项
激光切割钣金件是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。激光切割钣金件是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加工就叫激光切割钣金件。金属板材加工就叫激光切割钣金件。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。激光切割钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件。相对应的是铸造件,锻压件,机械加工零件等。注意事项
1.展开方式要合,要便利节省材料及加工性
2.合理选择间隙及包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式采用长边包短边(门板类)
3.合理考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4.毛刺方向5.抽牙、压铆、撕裂、冲凸点(包),等位置方向,画出剖视图
6.核对材质,板厚,以板厚公差
7.特殊角度,折弯角内半径(一般R=0.5)要试折而定展开
8.有易出错(相似不对称)的地方应提示。
南皮县润杰五金制造有限公司(http://www.rjwjzz.com)主营多种不同型号的不锈钢冲压件、五金拉伸件、钣金机柜,等各类五金产品,并可根据客户的需求新产品。我们以优良的服务产品获得了广大客户的赞誉及肯定,业务范围遍及各地。并为外贸公司代加工。
原文链接:http://www.lingmov.com/chanpin/show-7390.html,转载和复制请保留此链接。
以上就是关于湖北钣金件定制厂家_南皮润杰五金公司定做机箱钣金件全部的内容,关注我们,带您了解更多相关内容。
以上就是关于湖北钣金件定制厂家_南皮润杰五金公司定做机箱钣金件全部的内容,关注我们,带您了解更多相关内容。